
FDM 3D-Druckereinstellungen und was sie tun
3D-Druck war noch nie so zugänglich, mit Maschinen, die jeden Preispunkt und jede Fähigkeitsstufe erreichen. Dies hat dazu geführt, dass sich viele Menschen diesem relativ neuen Hobby zuwenden und kopfüber hineinspringen, ohne die Frustration und den Kummer zu verstehen, die es mit sich bringen kann.
Natürlich kann 3D-Druck schwierig sein, aber es lohnt sich immer, sich zu bemühen. Lernen ist ein großer Teil davon, so etwas anzunehmen, aber Sie müssen es nicht alleine durchmachen. Um Ihnen den Einstieg in die Grundlagen der Verwendung eines 3D-Drucker-Slicers zu erleichtern, werden in diesem Artikel die verschiedenen Einstellungen untersucht, die mit beliebten Slicer-Programmen für FDM-Drucker geliefert werden.
Was ist ein FDM-3D-Drucker?
FDM steht für Fused Deposition Modeling und ist die am häufigsten verwendete Technologie für den 3D-Druck zu Hause. Wenn Ihr 3D-Drucker Filamentspulen anstelle von Harz verwendet, ist die Wahrscheinlichkeit groß, dass es sich um einen FDM-Drucker handelt. Drucker wie dieser legen geschmolzenen Kunststoff mit extremer Präzision aus, normalerweise mit einer Bauplatte, einem Portal und einem Extruder/Hotend. Dies ist die Art von 3D-Drucker, auf die sich dieser Artikel bezieht.
Alle folgenden Einstellungen werden unter der Annahme angezeigt, dass Sie eine Datei in Ihren Slicer geladen haben und sich auf dem Hauptbildschirm befinden.
Düsen- und Betttemperatur
FDM-3D-Drucker verwenden Materialien, die Thermoplaste genannt werden, um Objekte zu erstellen. PLA, ABS und PETG sind nur einige Beispiele für diese Kunststoffe, die alle unterschiedliche Schmelzpunkte haben. Ihre Düsentemperatur muss auf die Temperatur eingestellt werden, diedem Material entspricht , mitdem Sie drucken , und nur wenige Grad Unterschiede können zu sehr unterschiedlichen Ergebnissen führen.
PLA zum Beispiel druckt normalerweise gut zwischen 180 und 200°C, während ABS bei 230 bis 250°C gut ist. Möglicherweise müssen Sie mit verschiedenen Temperaturen experimentieren, um die besten Ergebnisse zu erzielen.
Die Betttemperatur ist nicht so wichtig wie die Düsentemperatur, kann aber dennoch einen Unterschied machen. Ein Bett mit der richtigen Temperatur trägt dazu bei, dass die Materialien an Ihrer Bauplatte haften, und hilft gleichzeitig, Probleme wie Verziehen und Elefantenfuß zu vermeiden. Materialien wie PLA können ohne eine beheizte Platte funktionieren, aber ABS kann von Betttemperaturen über 80°C profitieren.
- Cura : Druckeinstellungen > Benutzerdefiniert > Material
- Slic3r : Einstellungen > Filamenteinstellungen > Temperatur
- Simplify3D : Prozesseinstellungen bearbeiten > Erweitert anzeigen > Temperatur
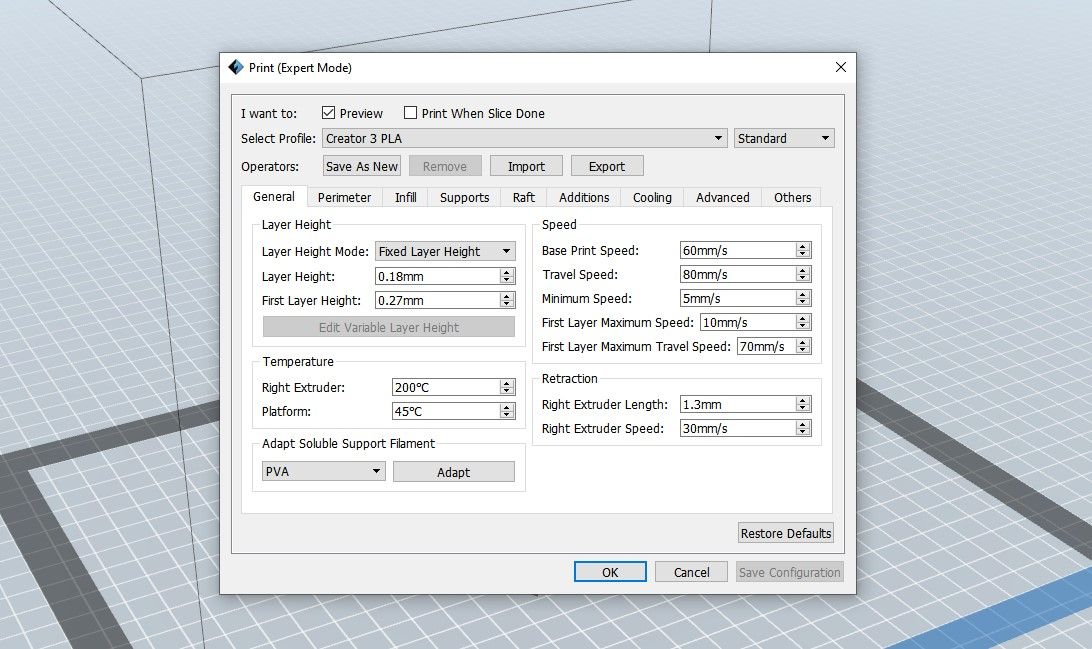
- FlashPrint : Drucken > Allgemein > Temperatur
Schichthöhe
Die Schichthöhe ist die Dicke jeder Kunststoffschicht, die während des Drucks auf das Bett gelegt wird. Niedrigere Schichthöhen führen zu Modellen mit höherer Auflösung und langsameren Druckzeiten, während höhere Schichthöhen sowohl die Qualität als auch die Zeit verringern. Sie müssen sicherstellen, dass Ihre Schichthöhe mit der von Ihnen verwendeten Düse übereinstimmt, obwohl die meisten Slicer Sie warnen, wenn Sie zu groß oder zu klein werden.
Die erste Schicht eines Drucks ist die wichtigste, und deshalb bieten die meisten Slicer die Möglichkeit, eine separate Höhe dafür einzustellen. Eine dickere Anfangsschicht kann die Betthaftung unterstützen und gleichzeitig die Basis des Modells stärken.
- Cura : Druckeinstellungen > Benutzerdefiniert > Qualität
- Slic3r: Einstellungen> Druckeinstellungen> Ebenen und Perimeters
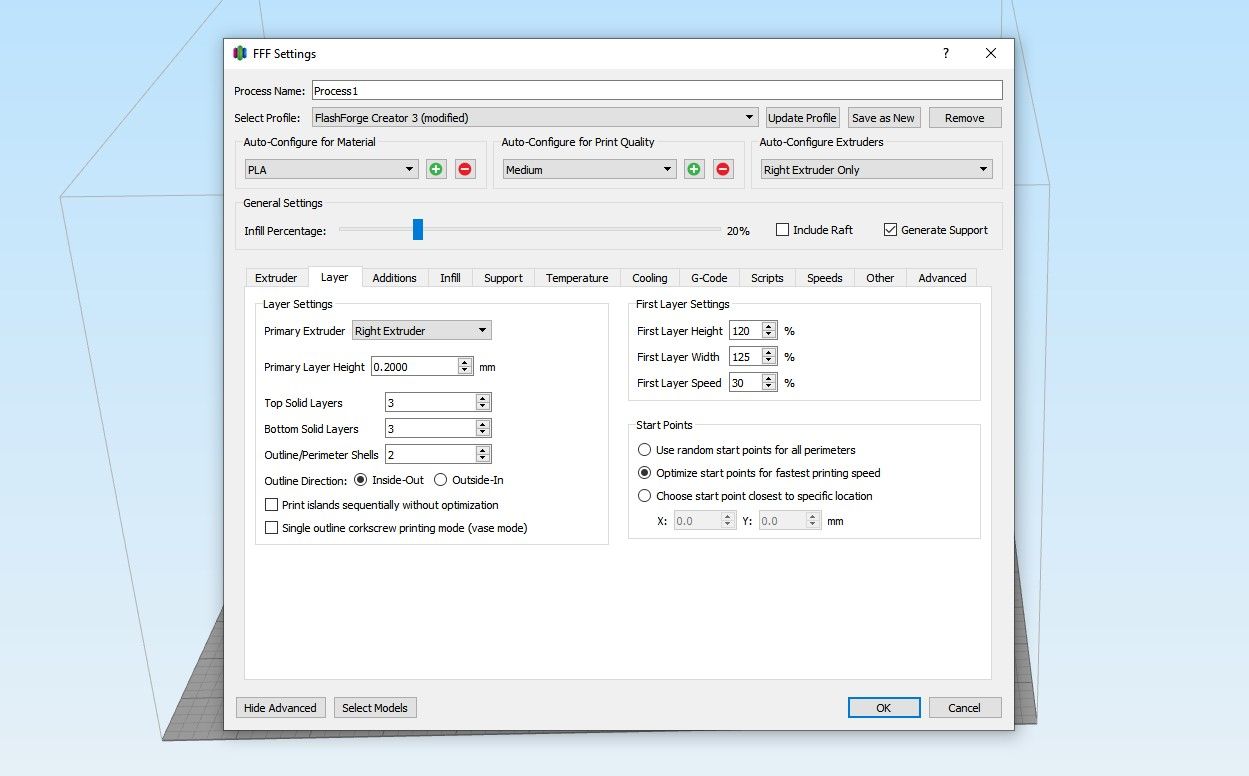
- Simplify3D : Prozesseinstellungen bearbeiten > Erweitert anzeigen > Ebene
- FlashPrint : Drucken > Allgemein > Ebene
Druckgeschwindigkeit
Die Druckgeschwindigkeit ist die Geschwindigkeit, mit der sich Ihr Druckkopf während des Druckens bewegt. Wenn Sie die Druckgeschwindigkeit erhöhen, wird das Drucken schneller, kann jedoch auch die Druckqualität beeinträchtigen. Daneben erfordern jedoch bestimmte Materialien aufgrund ihrer Eigenschaften langsamere Druckgeschwindigkeiten.
PETG zum Beispiel wird normalerweise mit einer maximalen Geschwindigkeit von 30 mm/s gedruckt, um das Durchsickern und die Dehnbarkeit zu berücksichtigen. PLA und ABS können problemlos mit 60 mm/s oder höher laufen, aber Sie können Einstellungen wie die Außengeschwindigkeit optimieren, um die Qualität Ihres fertigen Drucks zu verbessern, ohne die Druckgeschwindigkeit zu beeinträchtigen.
- Cura : Druckeinstellungen > Benutzerdefiniert > Geschwindigkeit
- Slic3r: Einstellungen> Druckeinstellungen> Geschwindigkeit
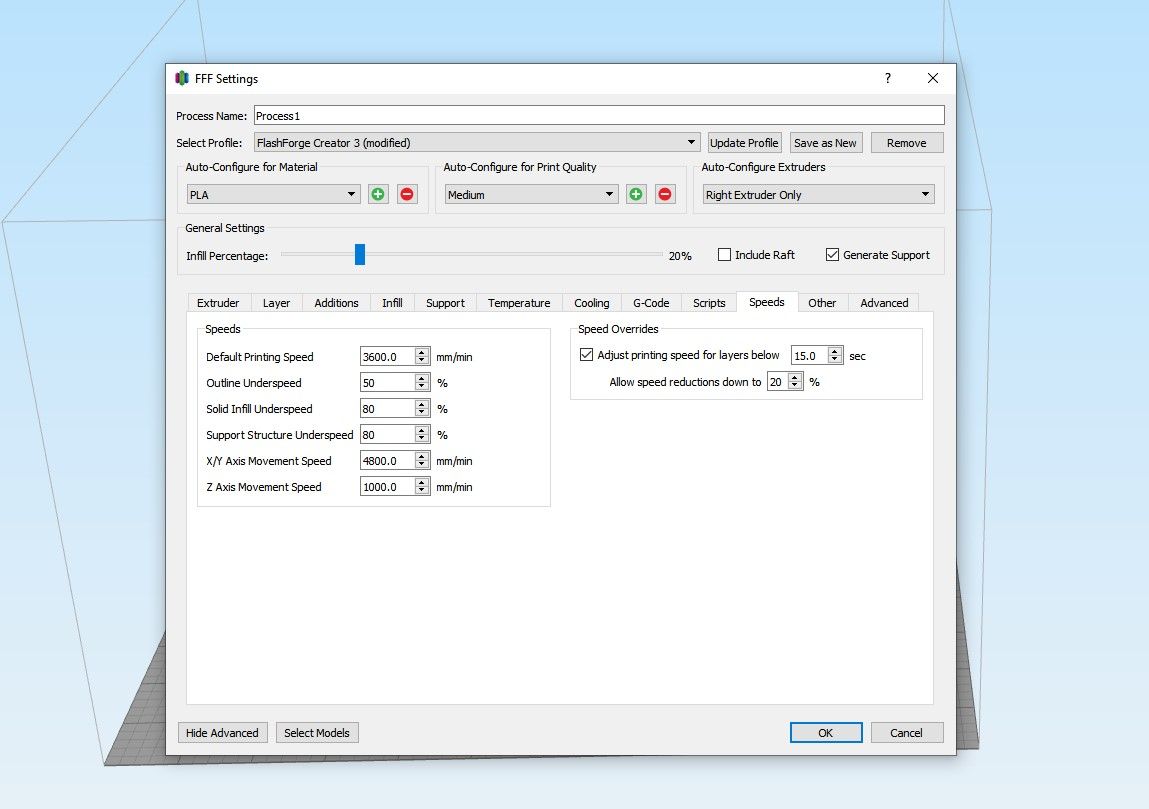
- Simplify3D : Prozesseinstellungen bearbeiten > Erweitert anzeigen > Geschwindigkeiten
- FlashPrint : Drucken > Allgemein > Geschwindigkeit
Rückzug
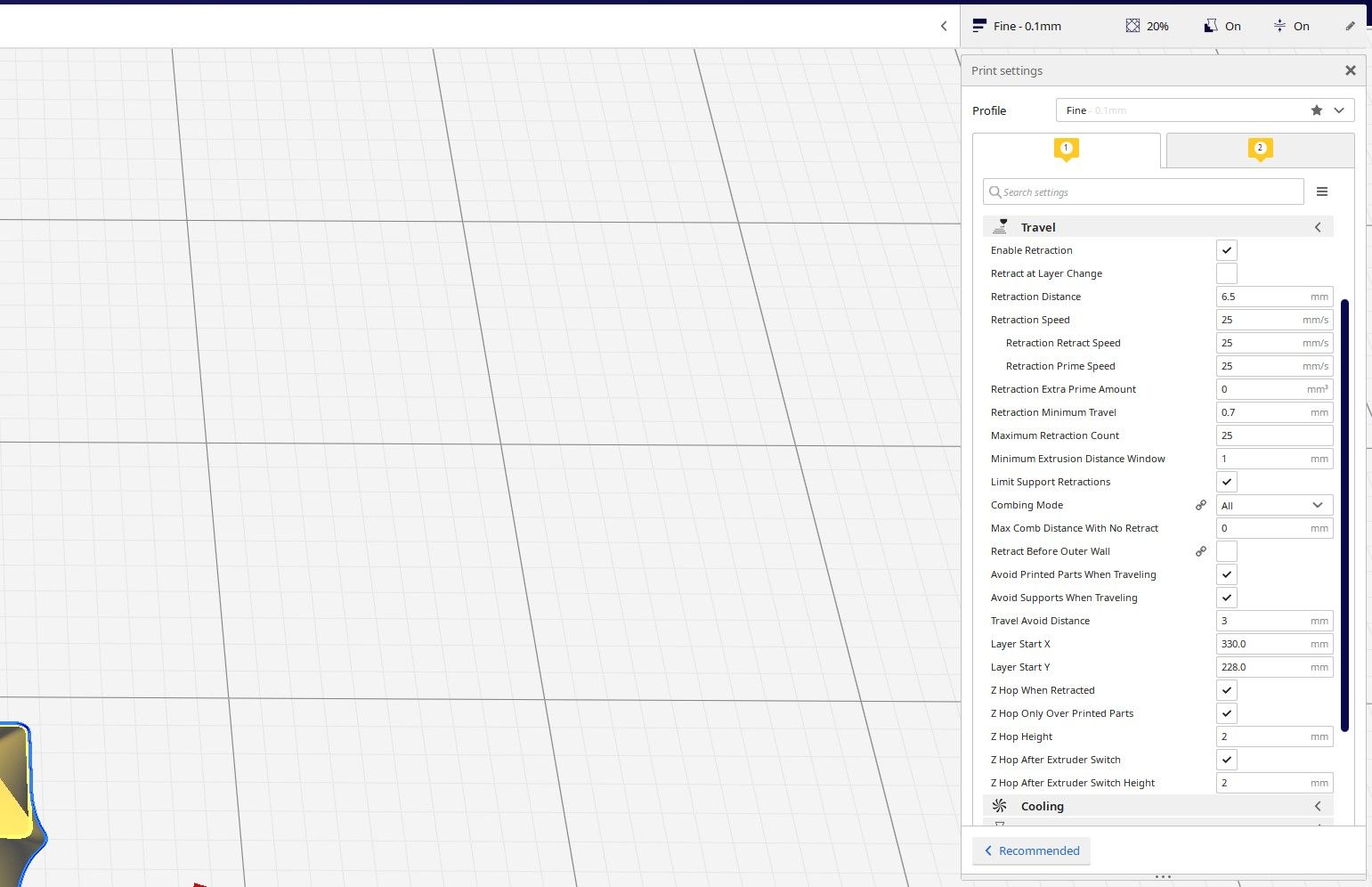
Die meisten modernen FDM-3D-Drucker verwenden motorisierte Extruder, um das Filament an bestimmten Stellen während des Druckens zurückzuziehen. Dies trägt dazu bei, ein Durchsickern zu verhindern, während sich der Druckkopf von Ort zu Ort bewegt, und gibt dem Drucker gleichzeitig die Kontrolle über den Materialfluss, der aus dem Hotend kommt.
Ähnlich wie die Druckgeschwindigkeit basieren die Rückzugseinstellungen normalerweise auf dem Material, mit dem Sie drucken. Dehnbare Materialien wie PETG und TPU erfordern Rückzugsgeschwindigkeiten zwischen 30 und 80 mm/s sowie Rückzugswege von 2 bis 5 mm. Im Gegensatz dazu ist PLA mit einer Geschwindigkeit von 50 mm und einem Abstand von 0,5 bis 1 mm gut.
- Cura : Druckeinstellungen > Benutzerdefiniert > Reisen
- Slic3r : Einstellungen > Druckereinstellungen > Extruder
- Simplify3D : Prozesseinstellungen bearbeiten > Erweitert anzeigen > Extruder > Schlammkontrolle
- FlashPrint : Drucken > Allgemein > Zurückziehen
Füllung & Wände
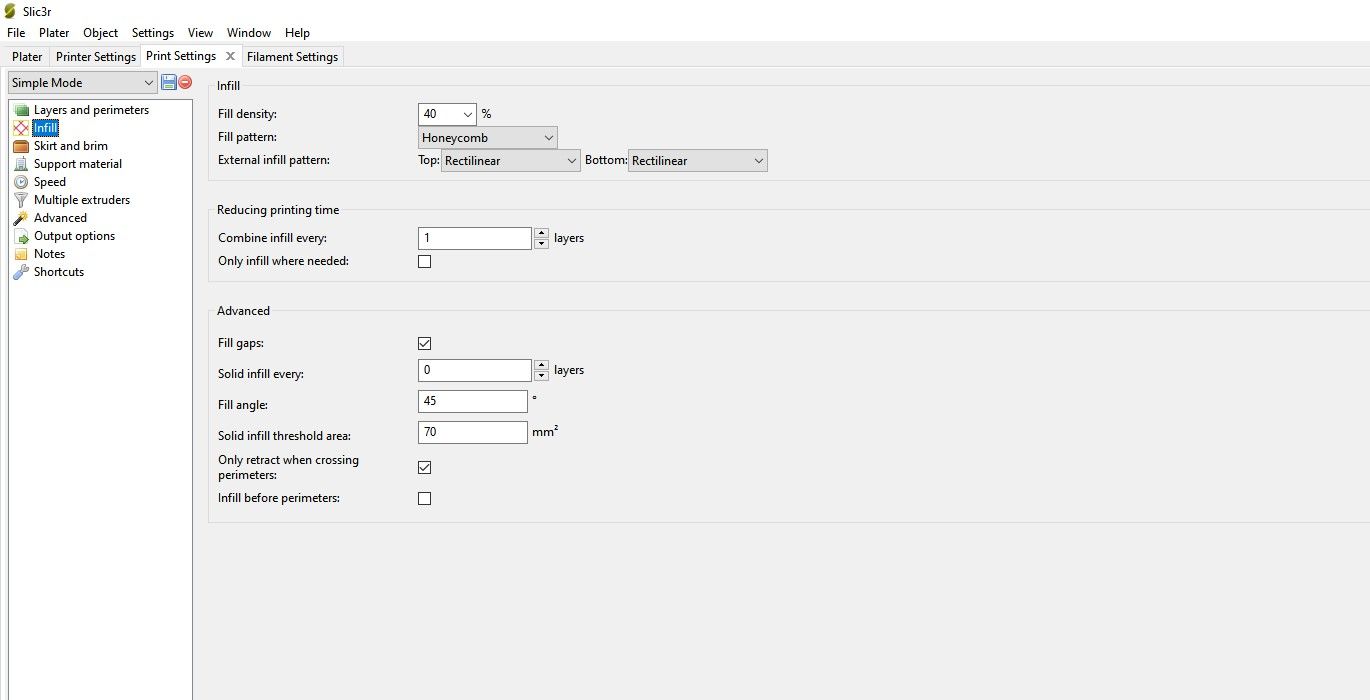
Es ist selten, eine 3D-druckbare Datei zu finden, die aus massivem Kunststoff hergestellt werden muss. Stattdessen werden die meisten Drucke mit soliden Außenwänden und Füllungen hergestellt, die das Teil schön und stark machen, ohne dass der Druck ein Leben lang dauert. 10 bis 20 % Füllung reichen für die überwiegende Mehrheit der Drucke aus, obwohl Sie möglicherweise mehr möchten, wenn sich ein Stück besonders solide anfühlen soll. Es ist erwähnenswert, dass eine feste Füllung ein Teil nicht unbedingt stärker macht.
Neben der Füllung können Sie auch die Dicke der äußeren Schichten Ihres Drucks ändern. Zwischen drei und fünf Schichten reichen normalerweise aus, um einen Druck stark zu machen, aber dies kann optimiert werden, um die Zeit zu verkürzen, die für die Fertigstellung Ihres Drucks benötigt wird. Zu dünne Wände können dazu führen, dass das Füllmuster durchscheint.
- Cura : Druckeinstellungen > Benutzerdefiniert > Füllung/Hülle
- Slic3r: Einstellungen> Druckeinstellungen> Infill
- Simplify3D : Prozesseinstellungen bearbeiten > Erweitert anzeigen > Füllung
- FlashPrint : Drucken > Füllung
Unterstützt
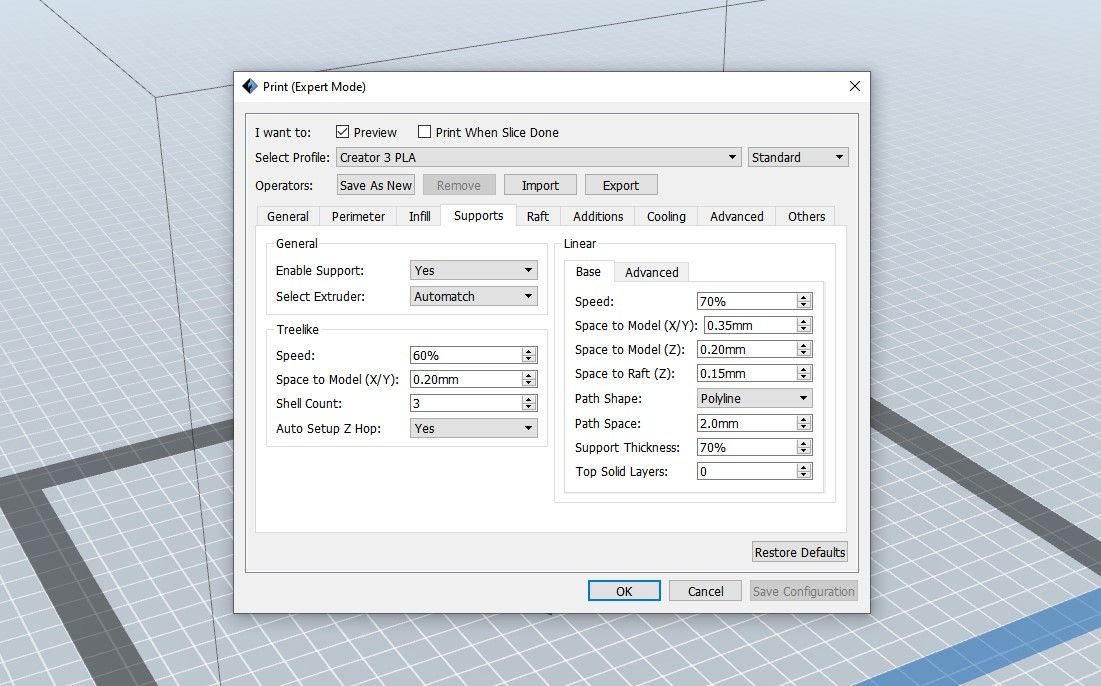
Stützen werden verwendet, um zu verhindern, dass Modelle hängen, wenn sie mit Überhängen gedruckt werden. Die meisten Slicer können automatisch Stützen generieren, aber Sie können die Einstellungen ändern, um sicherzustellen, dass Sie die besten Ergebnisse für Ihren Druck erzielen. Es lohnt sich, über die verschiedenen Support-Optionen zu lesen, die Sie haben, bevor Sie sie zu sehr ändern.
- Cura : Druckeinstellungen > Benutzerdefiniert > Unterstützt
- Slic3r: Einstellungen> Druckeinstellungen> Support – Material
- Simplify3D : Prozesseinstellungen bearbeiten > Erweitert anzeigen > Support
- FlashPrint: Print> unterstützt und Hauptbildschirm> Unterstützung
Ergänzungen
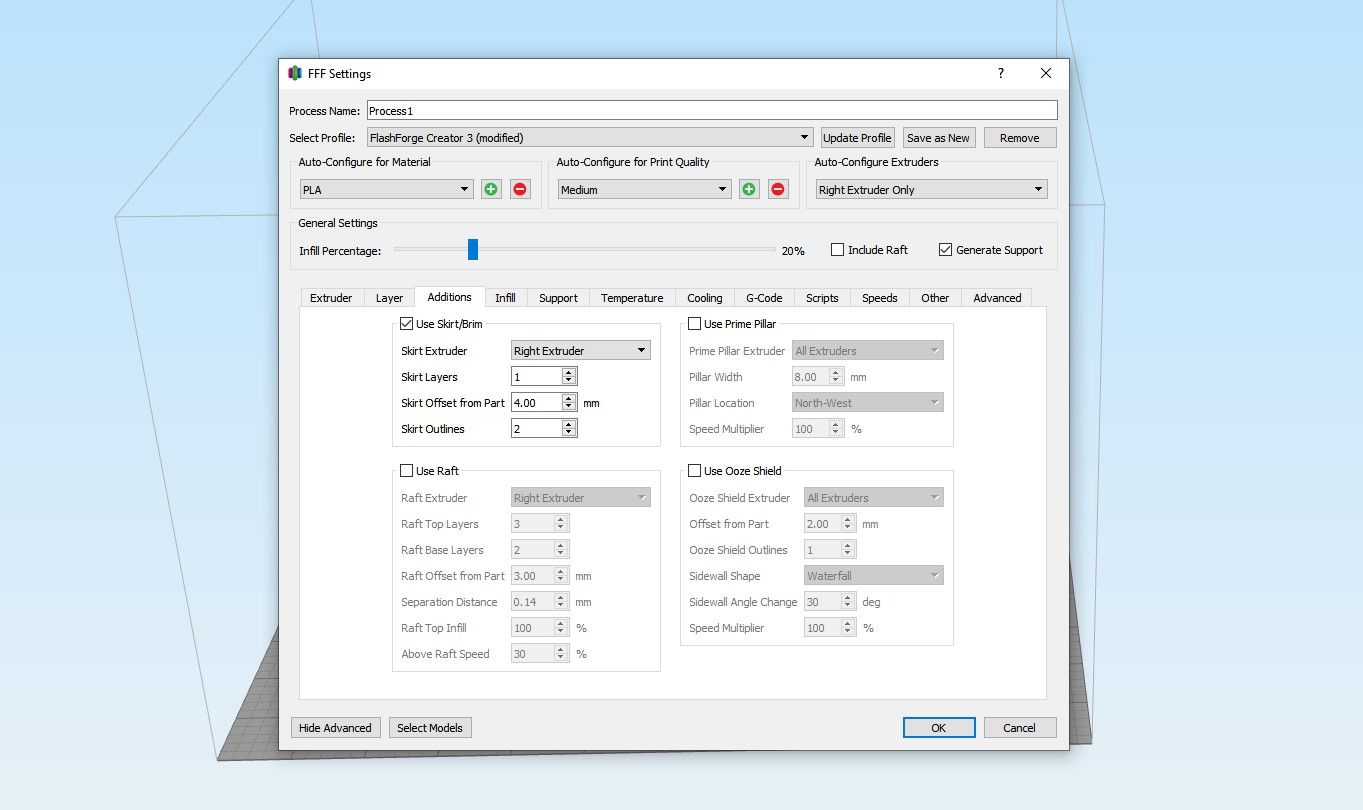
Die meisten Slicer sind in der Lage, Ihrem Druck zusätzliche Teile hinzuzufügen, die die Betthaftung und das Verziehen unterstützen. Dies kann eine großartige Möglichkeit sein, Ihre Drucke mit Leichtigkeit zu verbessern, aber es sind einige Typen verfügbar.
- Flöße : Ihr gesamter Druck liegt auf einem Bett, wenn Sie ein Floß verwenden, und hilft bei der Betthaftung.
- Krempen : Die Krempen wickeln sich um den Rand Ihres Drucks und verhindern, dass sich die Kanten und Ecken abheben.
- Mausohren : Mausohren sind Kreise, die an jeder Ecke Ihres Drucks sitzen und helfen, die Ecken unten zu halten.
- Wischtürme : Wischtürme bilden sich um Ihren Druck herum und ermöglichen Ihrem Drucker, überschüssiges Filament abzuwischen.
Hier finden Sie die entsprechenden Einstellungen:
- Cura : Druckeinstellungen > Benutzerdefiniert > Druckplattenhaftung
- Slic3r: Einstellungen> Druckeinstellungen> Rock & Brim / Trägermaterial
- Simplify3D : Prozesseinstellungen bearbeiten > Erweitert anzeigen > Ergänzungen
- FlashPrint : Drucken > Ergänzungen
Kühlung
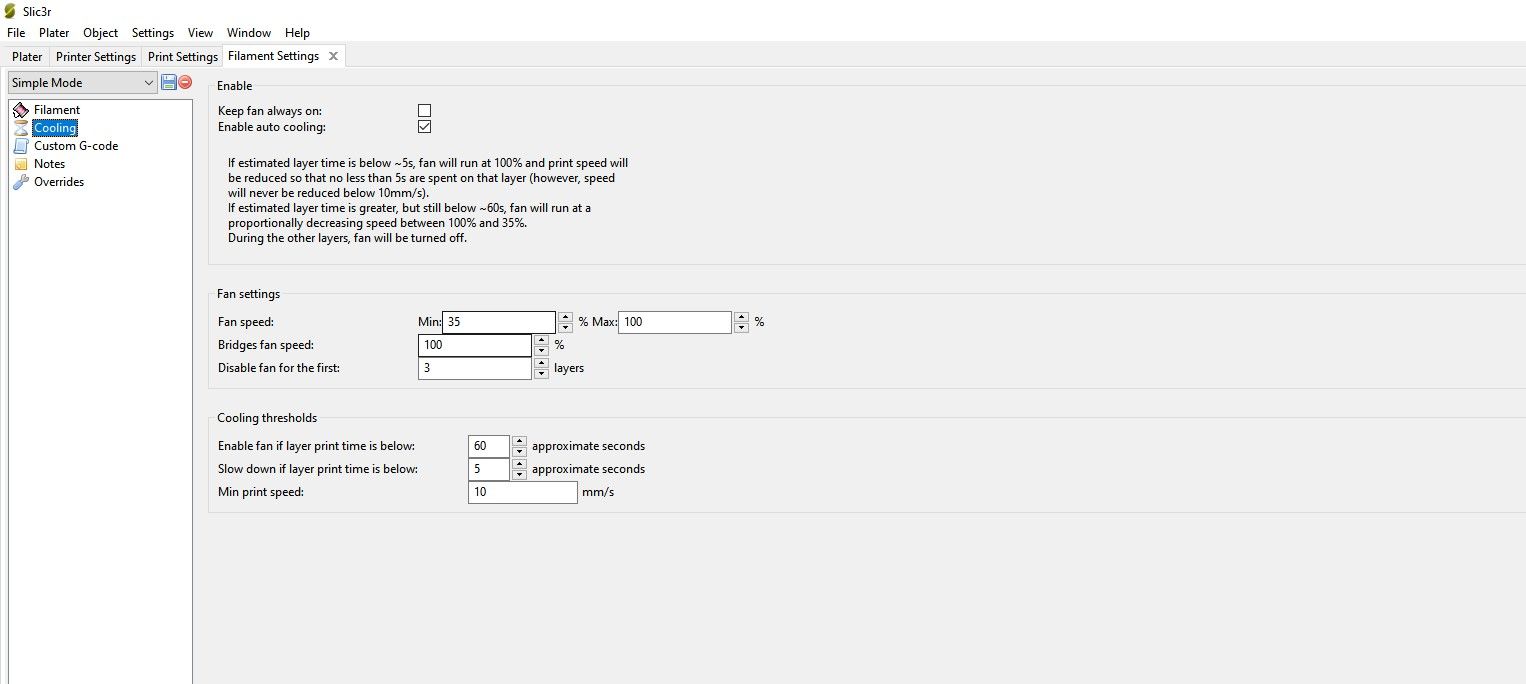
Kühlventilatoren sind ein wichtiger Bestandteil Ihres 3D-Druckers. Viele moderne FDM-Drucker verfügen über Lüfter, mit denen das Teil beim Drucken gekühlt wird. Dies ist großartig für Materialien wie PLA und PETG, kann jedoch für Materialien wie ABS, die sich aufgrund von Temperaturänderungen verformen, schlecht sein. Sie sollten Ihre allgemeine Druckerkühlung fast immer eingeschaltet lassen.
- Cura : Druckeinstellungen > Benutzerdefiniert > Kühlung
- Slic3r : Einstellungen > Filamenteinstellungen > Kühlung
- Simplify3D : Prozesseinstellungen bearbeiten > Erweitert anzeigen > Kühlung
- FlashPrint : Drucken > Kühlen
Z-Hop
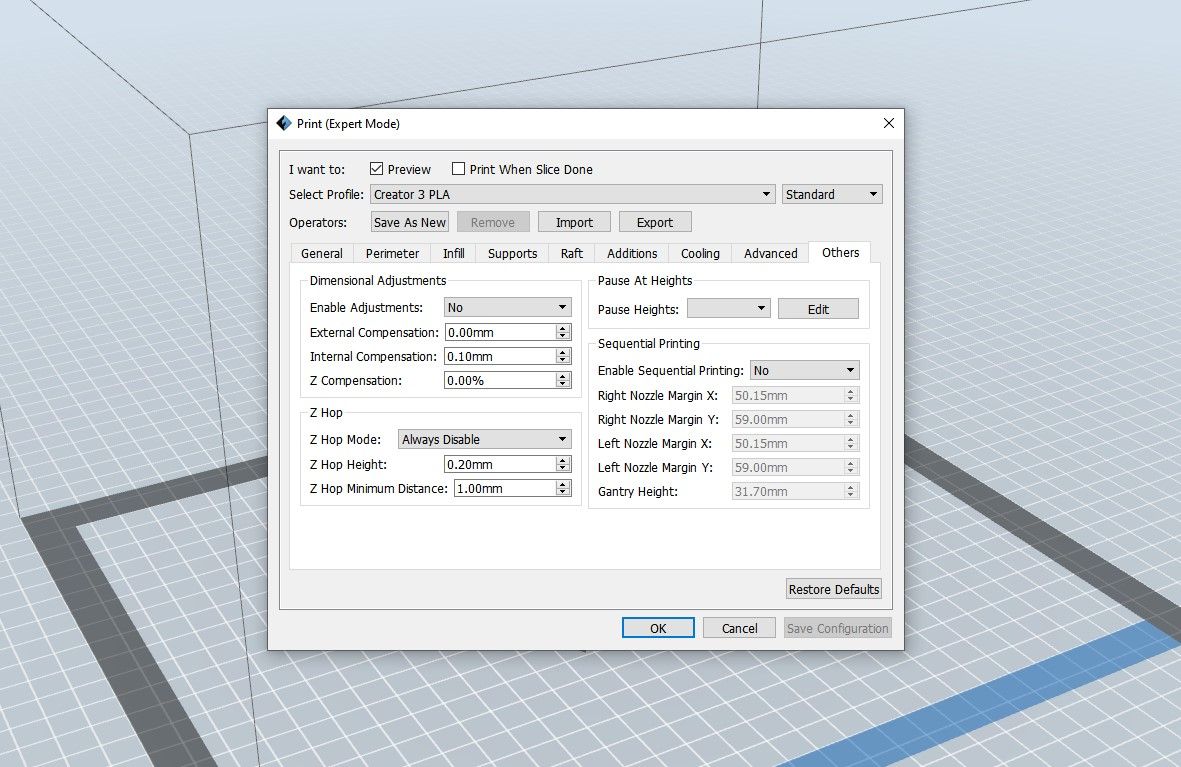
Als letzte Einstellung können Sie mit Z-Hop dem Drucker anweisen, das Bett abzusenken oder den Druckkopf anzuheben, wenn er sich bewegt. Dadurch kann verhindert werden, dass Modelle von der Bauplatte gestoßen werden, bevor der Druck abgeschlossen ist.
- Cura : Druckeinstellungen > Benutzerdefiniert > Reisen
- Slic3r : Einstellungen > Druckereinstellungen > Rückzug
- Simplify3D : Prozesseinstellungen bearbeiten > Erweitert anzeigen > Extruder > Schlammkontrolle
- FlashPrint : Drucken > Andere > Z-Hop
Lernen Sie, Ihren Slicer zu verwenden
Slicer sind unglaublich leistungsstarke Werkzeuge, die Ihnen viele verschiedene Optionen für Ihre Ausdrucke bieten. Dies bedeutet jedoch nicht, dass sie einfach zu verwenden sind, und Sie müssen nach diesem Artikel noch mehr lernen, um den von Ihnen verwendeten Slicer wirklich zu beherrschen.
Denken Sie immer daran, dass auch FDM-3D-Drucker kalibriert und gewartet werden müssen, um ordnungsgemäß zu funktionieren. Das macht nicht viel Arbeit, aber die Zeit, die Sie investieren, kann sich lohnen.